-
可以實(shí)現(xiàn)主軸與操作臺(tái)垂直設(shè)置作業(yè)的加工中心����,這就是龍門(mén)加工中心�����,該設(shè)備主要適用生產(chǎn)加工大中型零件�。工業(yè)生產(chǎn)�����、加工制造業(yè)的逐步發(fā)展促使龍門(mén)加工中心市場(chǎng)的需求逐漸擴(kuò)張���,怎樣選擇質(zhì)量上乘價(jià)錢(qián)特惠的龍門(mén)加工中心是各領(lǐng)域顧客都存有的一個(gè)難題�����,下面就說(shuō)
發(fā)布時(shí)間:2020-11-13 點(diǎn)擊次數(shù):375
-
無(wú)論是國(guó)內(nèi)數(shù)控加工中心還是進(jìn)口數(shù)控加工中心�����,就算是同一個(gè)知名品牌��,同一款型號(hào)規(guī)格的數(shù)控加工中心���,報(bào)價(jià)也是不一樣的�。下面說(shuō)一下龍門(mén)加工中心報(bào)價(jià)受哪些因素影響����。1��、數(shù)控系統(tǒng)系統(tǒng)軟件等同于龍門(mén)數(shù)控加工中心的控制中心��,數(shù)控加工中心全部的姿勢(shì)��、程序流
發(fā)布時(shí)間:2020-10-12 點(diǎn)擊次數(shù):339
-
隨著現(xiàn)代制造加工技術(shù)的不斷發(fā)展�����,數(shù)控加工設(shè)備和其配套的CAM系統(tǒng)得到了廣泛的應(yīng)用和發(fā)展���。由計(jì)算機(jī)輔助制造系統(tǒng)生成的加工刀具軌跡是控制設(shè)備加工操作的核心���,它直接影響機(jī)床的精度、表面粗糙度�、總加工時(shí)間、使用壽命等方面��?�;俱娤鬟^(guò)程包括平面銑削、
發(fā)布時(shí)間:2020-08-27 點(diǎn)擊次數(shù):240
-
龍門(mén)加工中心滾珠絲杠震動(dòng)的緣故有將會(huì)是系統(tǒng)軟件的電氣設(shè)備參數(shù)錯(cuò)誤或是是滾珠絲杠本身的緣故�����。當(dāng)滾珠絲桿出現(xiàn)震動(dòng)時(shí)要妥善處理�����,防止導(dǎo)致零件的毀壞和保證數(shù)控車(chē)床的安全性生產(chǎn)加工�,下邊就給大伙兒解讀一下滾珠絲杠震動(dòng)的緣故。一����、滾珠絲杠安裝不善龍門(mén)加
發(fā)布時(shí)間:2020-02-11 點(diǎn)擊次數(shù):453
-
關(guān)于龍門(mén)龍門(mén)加工中心報(bào)價(jià)的數(shù)控車(chē)床滑軌修補(bǔ)的關(guān)鍵方式有以下幾個(gè)方式:數(shù)控車(chē)床滑軌大多數(shù)由鋼或生鐵做成,這種滑軌出現(xiàn)刮傷�����,應(yīng)開(kāi)展修補(bǔ)����,要不然會(huì)使刮傷擴(kuò)張,乃至危害數(shù)控車(chē)床應(yīng)用���。數(shù)控車(chē)床滑軌以及它磨擦副�����,在長(zhǎng)期性的應(yīng)用全過(guò)程中�����,因?yàn)?個(gè)表面間存
發(fā)布時(shí)間:2020-02-05 點(diǎn)擊次數(shù):435
-
龍門(mén)加工中心的進(jìn)氣系統(tǒng)是啥���?龍門(mén)加工中心進(jìn)氣系統(tǒng)簡(jiǎn)易的說(shuō),就是說(shuō)運(yùn)用空氣壓縮在管路內(nèi)的流動(dòng)性��,推動(dòng)潤(rùn)滑脂沿管路內(nèi)腔接連不斷的流動(dòng)性����,將燃?xì)饣旌筒⑦\(yùn)輸至數(shù)控加工中心主軸軸承一部分及滾珠絲杠等別的必須潤(rùn)化位置。江蘇羿科工業(yè)自動(dòng)化科技有限公司來(lái)告
發(fā)布時(shí)間:2020-01-09 點(diǎn)擊次數(shù):539
-
江蘇羿科工業(yè)自動(dòng)化科技有限公司的龍門(mén)加工中心的運(yùn)作標(biāo)準(zhǔn)以下:1.經(jīng)營(yíng)人務(wù)必了解并把握龍門(mén)加工中心報(bào)價(jià)的成本費(fèi)���、效率問(wèn)題和特性了解�。它是為了保證應(yīng)急關(guān)掉可以快速合理地避免產(chǎn)生應(yīng)急安全事故�����。2.嚴(yán)苛嚴(yán)禁依照有關(guān)配戴勞動(dòng)保護(hù)用品的要求戴膠手套�。3
發(fā)布時(shí)間:2019-12-25 點(diǎn)擊次數(shù):436
-
它是一種數(shù)控機(jī)床,主軸通常為臥式或立式結(jié)構(gòu)�,并具有兩種或兩種以上加工方式(如銑削、鏜削����、鉆削),通過(guò)加工程序能從刀庫(kù)或類(lèi)似存儲(chǔ)單元進(jìn)行自動(dòng)換刀���。在一定范圍內(nèi)�,該機(jī)床也可進(jìn)行人工控制��。在我國(guó)現(xiàn)行《稅則》中���,子目8457.10“加工
發(fā)布時(shí)間:2019-12-06 點(diǎn)擊次數(shù):632
-
龍門(mén)磨床之所以受到大中小企業(yè)的青睞��,是因?yàn)辇堥T(mén)磨床擁有強(qiáng)大的準(zhǔn)確度和工作效率����。不管是什么形狀的或是什么規(guī)模的產(chǎn)品加工,龍門(mén)磨床都依靠自身強(qiáng)大的功能可以輕易的完成�。下面就由我?guī)椭蠹医榻B幾項(xiàng)在選擇龍門(mén)磨床時(shí)要遵守的原則。一���、實(shí)用性:企業(yè)購(gòu)買(mǎi)龍
發(fā)布時(shí)間:2019-05-30 點(diǎn)擊次數(shù):348
-
立式加工中心型號(hào)具有高速��、高剛性、高精度等特點(diǎn)����,主要用來(lái)加工板件、盤(pán)件����、殼體件及模具等復(fù)雜零件,可自動(dòng)完成銑�、錘、鉆�����、鉸���、攻螺紋等多種工序的加工���。如果選用數(shù)控轉(zhuǎn)臺(tái)��,機(jī)床可擴(kuò)展為四軸控制�����,工件一次裝夾即可自動(dòng)完成多面加工�。立式加工中心由數(shù)控系
發(fā)布時(shí)間:2019-04-26 點(diǎn)擊次數(shù):277
-
一般的加工訂單中�,工件尺寸一般都有具體的參數(shù)要求,甚至有的要求十分嚴(yán)格�。而工件尺寸不穩(wěn)定不僅降低了訂單合格率,也會(huì)給設(shè)備造成損傷�����。如何解決工件尺寸不穩(wěn)定問(wèn)題�,成海小編根據(jù)以下幾種狀況給出全是干貨的解決方案。加工尺寸不穩(wěn)定類(lèi)故障判斷維修1���、工
發(fā)布時(shí)間:2019-04-04 點(diǎn)擊次數(shù):256
-
加工中心是由哪幾部分組成?今天數(shù)控加工中心就為您介紹加工中心的主要結(jié)構(gòu)組成���。1.鑄件部件。它是加工中心的基礎(chǔ)結(jié)構(gòu),由床身�、立柱和作業(yè)臺(tái)等組成,它們首要接受加工中心的靜載荷以及在加工時(shí)發(fā)生的切削負(fù)載,因而必須要有滿足的剛度��。這些大件可所以鑄鐵
發(fā)布時(shí)間:2019-03-21 點(diǎn)擊次數(shù):356
-
寧波海天精工股份有限公司堅(jiān)持獨(dú)立自主的品牌路線�,以“鑄造精品機(jī)床���,振興民族工業(yè)”為己任���,通過(guò)技術(shù)引進(jìn)、吸收���、不斷創(chuàng)新,不斷發(fā)展��。企業(yè)簡(jiǎn)介寧波海天精工股份有限公司堅(jiān)持獨(dú)立自主的品牌路線���,以“鑄造精品機(jī)床�����,振興民族工業(yè)”為己任�����,通過(guò)技術(shù)引進(jìn)����、吸
發(fā)布時(shí)間:2019-03-11 點(diǎn)擊次數(shù):441
-
現(xiàn)在數(shù)控機(jī)床較普及,工廠常會(huì)組裝一些機(jī)床,包括立式加工中心,鉆孔攻牙機(jī),模具加工中心,龍門(mén)加工中心等等,今天總結(jié)一下,關(guān)于裝配龍門(mén)加工中心,機(jī)床出現(xiàn)振動(dòng)的原因分析.龍門(mén)加工中心抖動(dòng)的嚴(yán)重后果:對(duì)于龍門(mén)加工中心來(lái)說(shuō),在裝配
發(fā)布時(shí)間:2019-03-05 點(diǎn)擊次數(shù):573
-
很多用戶可能在使用臥式加工中心的時(shí)候并不是特別注意其操作要點(diǎn),一些細(xì)節(jié)性的問(wèn)題往往容易被忽略����。1、保證在主軸的行程范圍內(nèi)使工件的加工內(nèi)容全部完成���。
發(fā)布時(shí)間:2019-02-25 點(diǎn)擊次數(shù):220
-
隨著現(xiàn)在我們科技發(fā)展的這么迅速���,一些機(jī)械也是逐漸的的出現(xiàn)在我們的眼中�����,就像是對(duì)我國(guó)有著重大意義的五軸聯(lián)動(dòng)數(shù)控機(jī)床���。說(shuō)到五軸聯(lián)動(dòng)數(shù)控機(jī)床���,想必很多人都不是非常的了解,小編就大體的和大家說(shuō)一下����,五軸聯(lián)動(dòng)數(shù)控機(jī)床是一種科技含量高,精密度高�,專(zhuān)門(mén)用
發(fā)布時(shí)間:2019-02-13 點(diǎn)擊次數(shù):455
-
隨著工業(yè)技術(shù)和制造業(yè)的發(fā)展,帶有數(shù)控技術(shù)的機(jī)床應(yīng)運(yùn)而生��,而加工中心是數(shù)控機(jī)床的杰出代表����。加工中心是從數(shù)控銑床發(fā)展而來(lái),數(shù)控銑床相比加工中心區(qū)別是帶有刀庫(kù)����,可以通過(guò)程序指令在加工過(guò)程中完成自動(dòng)換刀���。因此可以通過(guò)一次裝夾來(lái)完成鉆銑��、鏜鉸�����、剛性攻
發(fā)布時(shí)間:2019-01-21 點(diǎn)擊次數(shù):205
-
龍門(mén)加工中心價(jià)格選擇注意點(diǎn),隨著社會(huì)生產(chǎn)和技術(shù)的迅速發(fā)展��,機(jī)械產(chǎn)品日趨精密復(fù)雜��,特別是在宇航��、造船��、汽車(chē)等領(lǐng)域所需的機(jī)械零件�����,精度要求高�,形狀復(fù)雜����,批量小。生產(chǎn)這類(lèi)產(chǎn)品需要經(jīng)常改裝或調(diào)整設(shè)備����,普通機(jī)床或?qū)S没潭雀叩淖詣?dòng)化機(jī)床已不能適應(yīng)這些
發(fā)布時(shí)間:2019-01-16 點(diǎn)擊次數(shù):193
-
臥式加工中心是指工作臺(tái)與主軸設(shè)置為平行狀態(tài)的加工中心,臥式加工中心通常擁有三個(gè)直線運(yùn)動(dòng)坐標(biāo)軸加一個(gè)工作臺(tái)回轉(zhuǎn)軸��。臥式加工中心可以一次對(duì)工件夾裝后,根據(jù)程序自主選擇不同的刀具���,自動(dòng)改變主軸的轉(zhuǎn)速����,按編程順序依次完成多個(gè)面上多個(gè)工序
發(fā)布時(shí)間:2019-01-10 點(diǎn)擊次數(shù):216
-
海天精工是上海證交所2016年主板上市的國(guó)內(nèi)高端數(shù)控機(jī)床制造企業(yè)���。2002年成立以來(lái)一直以“制造精品機(jī)床���,振興民族工業(yè)”為己任,通過(guò)引進(jìn)與自我研發(fā)相結(jié)合����,創(chuàng)造了我國(guó)機(jī)床行業(yè)的奇跡��,短短的十多年內(nèi)已躋身我國(guó)數(shù)控機(jī)床行業(yè)的前列���,眾多機(jī)型已替代國(guó)
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):457
-
2018年11月27日��,第20屆DMP東莞國(guó)際模具����、金屬加工、塑膠及包裝展在廣東現(xiàn)代國(guó)際展覽中心開(kāi)幕���,展會(huì)匯聚了全球先進(jìn)金屬加工�、模具及塑料機(jī)械設(shè)備����,多種新產(chǎn)品及技術(shù)相繼展示。海天精工展位號(hào)為4C01����,此次亮相的機(jī)床為CFV1100立式加工
發(fā)布時(shí)間:2018-12-19 點(diǎn)擊次數(shù):314
-
立式加工中心是指主軸軸線與工作臺(tái)垂直設(shè)置的加工中心,能完成銑�、鏜削、鉆削�����、攻螺紋和用切削螺紋等工序���,主要適用于加工板類(lèi)�����、盤(pán)類(lèi)��、模具及小型殼體類(lèi)復(fù)雜零件�����。工欲善其事必先利其器���,選擇一臺(tái)立式加工中心對(duì)工件加工效率和生產(chǎn)效率有著至關(guān)重要的影響���。1
發(fā)布時(shí)間:2018-12-11 點(diǎn)擊次數(shù):178
-
臥式加工中心廠家定時(shí)養(yǎng)護(hù)的內(nèi)容和需求一、加工中心表面 1�����、清潔機(jī)床表面及死角,拆洗各罩蓋需求表里清潔,無(wú)銹蝕,無(wú)黃袍,漆見(jiàn)本性鐵見(jiàn)光 2����、清潔導(dǎo)軌面及鏟除作業(yè)臺(tái)面毛刺 3、查看補(bǔ)齊螺釘,手球,手柄 二�����、加工
發(fā)布時(shí)間:2018-12-03 點(diǎn)擊次數(shù):161
-
隨著工業(yè)技術(shù)和制造業(yè)的發(fā)展�����,帶有數(shù)控技術(shù)的機(jī)床應(yīng)運(yùn)而生����,而加工中心是數(shù)控機(jī)床的杰出代表。加工中心是從數(shù)控銑床發(fā)展而來(lái)��,數(shù)控銑床相比加工中心區(qū)別是帶有刀庫(kù)���,可以通過(guò)程序指令在加工過(guò)程中完成自動(dòng)換刀���。因此可以通過(guò)一次裝夾來(lái)完成鉆銑、鏜鉸����、剛性攻
發(fā)布時(shí)間:2018-11-26 點(diǎn)擊次數(shù):241
-
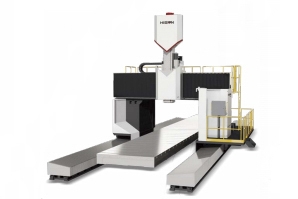
龍門(mén)加工中心報(bào)價(jià)是指主軸軸線與工作臺(tái)垂直設(shè)置的加工中心,主要適用于加工大型零件�����。改機(jī)床扭矩大,快速響應(yīng)特性佳�����,適用于汽車(chē)�、模具、航空航天�����、軍工�����、五金等各種機(jī)械加工領(lǐng)域的需求�����。操作規(guī)程1.操作者應(yīng)熟悉����、掌握龍門(mén)加工中心機(jī)器的性能與特性。保證緊
發(fā)布時(shí)間:2018-11-19 點(diǎn)擊次數(shù):149
-
主軸為平行狀態(tài)的加工中心就叫做臥式加工中心�,一般情況下臥式加工中心都有3-5個(gè)運(yùn)動(dòng)坐標(biāo)軸,常見(jiàn)的臥式加工中心都是三個(gè)直線運(yùn)動(dòng)軸加一個(gè)回轉(zhuǎn)運(yùn)動(dòng)坐標(biāo)軸�,臥式加工中心的工作臺(tái)大多數(shù)為正方形���,它可以對(duì)工件一次夾裝能完成工件的各個(gè)側(cè)面的加
發(fā)布時(shí)間:2018-11-05 點(diǎn)擊次數(shù):155
-
1.根據(jù)要加工的東西選擇要買(mǎi)加工中心的時(shí)候����,要知道加工的對(duì)象����。通常,要有以下特點(diǎn)的產(chǎn)品適合用加工中心�����。集約型工序多的產(chǎn)品:指需要許多道具在一個(gè)工件上去加工�。操作復(fù)雜的產(chǎn)品:比如說(shuō)精度要求非常高,操作非常復(fù)
發(fā)布時(shí)間:2018-10-24 點(diǎn)擊次數(shù):738
-
售后服務(wù)決定了一個(gè)臥式加工中心廠家的實(shí)力和實(shí)物的質(zhì)量,因此我們?cè)谫?gòu)買(mǎi)加工中心時(shí)一定要問(wèn)好廠家售后是否有保障,這樣當(dāng)我們使用之后會(huì)比較放心,即使出現(xiàn)一些故障也能夠及時(shí)聯(lián)系廠家維修����。下面向大家介紹一下大興加工中心的售后服務(wù)體系。一�����、服務(wù)總則:產(chǎn)
發(fā)布時(shí)間:2018-10-10 點(diǎn)擊次數(shù):214
-
應(yīng)該通過(guò)哪些東西選擇海天龍門(mén)加工中心?1.根據(jù)要加工的東西選擇要買(mǎi)加工中心的時(shí)候����,要知道加工的對(duì)象。通常�����,要有以下特點(diǎn)的產(chǎn)品適合用加工中心����。集約型工序多的產(chǎn)品:指需要許多道具在一個(gè)工件上去加工。
發(fā)布時(shí)間:2018-09-26 點(diǎn)擊次數(shù):645
-
龍門(mén)加工中心報(bào)價(jià)告訴你銑床坐標(biāo)系��。在銑床進(jìn)行編程操作時(shí)�,為了能夠更加清晰的描述機(jī)床的運(yùn)動(dòng)形式,銑床的坐標(biāo)系和運(yùn)動(dòng)方向已經(jīng)有了標(biāo)準(zhǔn)化的規(guī)定����。接下來(lái),河北維普機(jī)床制造有限公司具體介紹��。1、銑床相對(duì)運(yùn)動(dòng)的規(guī)定為了能夠讓編程人員在不考慮機(jī)床上工件和
發(fā)布時(shí)間:2018-09-17 點(diǎn)擊次數(shù):771
-
眾所周知��,由自主研發(fā)生產(chǎn)的加工中心與國(guó)外先進(jìn)國(guó)家加工中心相比國(guó)產(chǎn)加工中心稍微差一分����,無(wú)論在技術(shù)、服務(wù)��、設(shè)計(jì)��、性能和可靠性上都無(wú)法與國(guó)外先進(jìn)國(guó)家的加工中心相比���,由此可見(jiàn),國(guó)產(chǎn)加工中心處于低優(yōu)勢(shì)階段����,但是我相信在不久的將來(lái)我國(guó)的數(shù)
發(fā)布時(shí)間:2018-08-22 點(diǎn)擊次數(shù):172
-
很多客戶經(jīng)常都會(huì)直接在網(wǎng)上搜索臥式加工中心報(bào)價(jià),臥式加工中心的報(bào)價(jià)信息廠商通常不會(huì)直接展示在網(wǎng)上��,就算展示也不是真實(shí)的價(jià)格�����,所以想直接通過(guò)網(wǎng)絡(luò)了解臥式加工中心報(bào)價(jià)不太現(xiàn)實(shí)�。一、臥式加工中心是什么有的朋友可能之前沒(méi)有接觸過(guò)臥式加工中心,對(duì)臥式
發(fā)布時(shí)間:2018-08-20 點(diǎn)擊次數(shù):156
-
自動(dòng)化工裝夾具是加工時(shí)用來(lái)迅速緊固工件���,使機(jī)床����、刀具��、工件保持正確相對(duì)位置的工藝裝置����。也就是說(shuō)Workholding工裝夾具是機(jī)械加工不可缺少的部件,在機(jī)床技術(shù)向高速�����、高效���、精密����、復(fù)合����、智能、環(huán)保方向發(fā)展的帶動(dòng)下,夾具技術(shù)正朝著高精����、高效、
發(fā)布時(shí)間:2018-08-06 點(diǎn)擊次數(shù):303
-
天龍門(mén)加工中心鋼板防護(hù)罩�����,有很多種類(lèi)可以選擇����,特點(diǎn)有:裝置優(yōu)點(diǎn)、技術(shù)數(shù)據(jù)����、結(jié)構(gòu)選擇等��,可以根據(jù)著一些常見(jiàn)的參數(shù)去判斷海天龍門(mén)加工中心鋼板防護(hù)罩的性能�。海天龍門(mén)加工中心的鋼板防護(hù)罩特點(diǎn)主要以下幾方面:龍門(mén)加工中心鋼板防護(hù)罩的每一節(jié)
發(fā)布時(shí)間:2018-08-01 點(diǎn)擊次數(shù):241
-
數(shù)控機(jī)床的點(diǎn)檢,是開(kāi)展?fàn)顟B(tài)監(jiān)測(cè)和故障診斷工作的叢礎(chǔ)�,主要包括下列內(nèi)容:①定點(diǎn)。首先要確定一臺(tái)數(shù)控機(jī)床有多少個(gè)維護(hù)點(diǎn)�,科學(xué)地分析這臺(tái)設(shè)備,找準(zhǔn)可能發(fā)生故障的部位��。只要把這些維護(hù)點(diǎn)“看住”,有了故障就會(huì)及時(shí)發(fā)現(xiàn)�����。②定標(biāo)���。對(duì)舟個(gè)維護(hù)點(diǎn)要逐個(gè)制訂標(biāo)
發(fā)布時(shí)間:2018-07-25 點(diǎn)擊次數(shù):195
-
一般來(lái)說(shuō)���,臥式加工中心廠家的數(shù)控機(jī)床的使用環(huán)境沒(méi)有什么特殊的要求,可以同普通機(jī)床一樣放在生產(chǎn)車(chē)間里��,但是���,要避免陽(yáng)光的直接照射和其他熱輻射�,要避免太潮濕或粉塵過(guò)多的場(chǎng)所�,特別要避免有腐蝕氣體的場(chǎng)所。腐蝕性氣體較容易使電子元件受到腐蝕變質(zhì)�����,或
發(fā)布時(shí)間:2018-07-23 點(diǎn)擊次數(shù):235
-
立式五軸加工中心是五軸加工中心中使用較為廣泛的加工中心�����。立式加工中心型號(hào)是由基礎(chǔ)的常規(guī)立式加工中心(三軸)發(fā)展而來(lái),通俗可以這樣理解在基礎(chǔ)常規(guī)立式加工中心(三軸)原有的結(jié)構(gòu)上增加了兩個(gè)旋轉(zhuǎn)軸�����,就是立式五軸加工中心
發(fā)布時(shí)間:2018-07-11 點(diǎn)擊次數(shù):738
-
1.構(gòu)成輪廓的幾何條件在立式加工中心型號(hào)編程時(shí)��,要計(jì)算每個(gè)節(jié)點(diǎn)坐標(biāo)�����;在自動(dòng)編程時(shí)��,要對(duì)構(gòu)成輪廓所有幾何元素進(jìn)行定義�。因此在分析圖時(shí)應(yīng)注意:(1)圖上是否漏掉某尺寸,使其幾何條件不充分���,影響到輪廓的構(gòu)成;(2)圖上的圖
發(fā)布時(shí)間:2018-07-09 點(diǎn)擊次數(shù):586
-
●按工藝用途分類(lèi) 金屬切削類(lèi)數(shù)控機(jī)床,包括數(shù)控車(chē)床,數(shù)控鉆床,數(shù)控銑床,數(shù)控磨床,數(shù)控鏜床發(fā)及加工中心.這些機(jī)床都有適用于單件����、小批量和多品種和零件加工,具有很好的加工尺寸的一致性��、很高的生產(chǎn)率和自動(dòng)化程度,以及很高的設(shè)備柔性�����?���! 〗饘俪?
發(fā)布時(shí)間:2018-06-27 點(diǎn)擊次數(shù):328
-
1、采用了全封閉或半封閉防護(hù)裝置數(shù)控車(chē)床采用封閉防護(hù)裝置可防止切屑或切削液飛出�����,給操作者帶來(lái)意外傷害�。 2����、采用自動(dòng)排屑裝置
發(fā)布時(shí)間:2018-06-25 點(diǎn)擊次數(shù):515
-
正確地使用精密量具是保證產(chǎn)品質(zhì)量的重要條件之一。要保持量具的精度和它工作的可靠性���,除了在使用中要按照合理的使用方法進(jìn)行操作以外�����,還必須做好量具的維護(hù)和保養(yǎng)工作����。1、在機(jī)床上測(cè)量零件時(shí)���,臥式加工中心廠家要等零件完全停
發(fā)布時(shí)間:2017-11-14 點(diǎn)擊次數(shù):540
-
一���、檢測(cè)與監(jiān)控原理在自動(dòng)化制造系統(tǒng)的加工過(guò)程中,為了保證加工質(zhì)量和系統(tǒng)的正常運(yùn)行��,龍門(mén)加工中心報(bào)價(jià)需要對(duì)系統(tǒng)運(yùn)行狀態(tài)和加工過(guò)程進(jìn)行檢測(cè)與監(jiān)控(如圖1所示)���。圖1檢測(cè)與監(jiān)控系統(tǒng)的組成1.運(yùn)行狀態(tài)檢測(cè)與監(jiān)控在自動(dòng)化制造系
發(fā)布時(shí)間:2018-01-29 點(diǎn)擊次數(shù):1226
-
什么事數(shù)控機(jī)床新手����?目前剛剛從事數(shù)控機(jī)床操作人員來(lái)說(shuō)�,有三大類(lèi)。一類(lèi)是操作者是以前從事過(guò)一般手動(dòng)機(jī)床或者半自動(dòng)機(jī)床操作的技術(shù)工人���,他們對(duì)機(jī)械加工非常熟悉,但對(duì)于數(shù)控機(jī)床的編程是比較陌生的�����,這類(lèi)占據(jù)很大一部分;另一類(lèi)是剛從機(jī)械專(zhuān)科學(xué)校畢業(yè)的學(xué)
發(fā)布時(shí)間:2017-11-08 點(diǎn)擊次數(shù):879
-
十大難帶你又可以分兩個(gè)部分�����,一部分是書(shū)面的難點(diǎn)��,首要難點(diǎn)是程序指令��,其次是語(yǔ)言�,再者是應(yīng)用軟件如CAD。龍門(mén)加工中心報(bào)價(jià)實(shí)際操作中的難點(diǎn)比較多些工藝的分析���,工藝設(shè)計(jì)��,工藝選擇�����,切削的用量
發(fā)布時(shí)間:2018-02-28 點(diǎn)擊次數(shù):1039
-
五軸聯(lián)動(dòng)加工中心大多是“3+2”的結(jié)構(gòu)�����,即X,Y,Z三個(gè)直線運(yùn)動(dòng)軸加上分別國(guó)繞XYZ軸旋轉(zhuǎn)的A��,B�����,C三個(gè)旋轉(zhuǎn)軸中的兩個(gè)旋轉(zhuǎn)軸組成�。這樣,從大的方面分類(lèi)����,就有X,Y��,Z����,A,B�����;X���,Y����,Z,A�,C��;X��,Y�,Z,B�����,C三種形式�����。根據(jù)二個(gè)旋轉(zhuǎn)
發(fā)布時(shí)間:2017-08-22 點(diǎn)擊次數(shù):746
-
能源互聯(lián)網(wǎng)是智能技術(shù)和互聯(lián)網(wǎng)技術(shù)與能源技術(shù)和能源裝備深度融合的產(chǎn)物��,已成為產(chǎn)業(yè)重要的發(fā)展趨勢(shì)之一�����,將深刻的影響能源產(chǎn)業(yè)格局�����。能源互聯(lián)網(wǎng)的發(fā)展,為技術(shù)裝備行業(yè)打開(kāi)了新的發(fā)展方向;同時(shí)�����,能源互聯(lián)網(wǎng)設(shè)備與技術(shù)的發(fā)展��,也
發(fā)布時(shí)間:2018-05-09 點(diǎn)擊次數(shù):746
-
2020年我國(guó)數(shù)控機(jī)床產(chǎn)業(yè)資產(chǎn)規(guī)模將達(dá)2700億元數(shù)控機(jī)床作為現(xiàn)代制造系統(tǒng)的關(guān)鍵基礎(chǔ)單元���,其功能的強(qiáng)弱和性能的好壞決定著上述制造模式的成敗��。近年來(lái)我國(guó)數(shù)控機(jī)床行業(yè)高速發(fā)展����,在數(shù)控機(jī)床技術(shù)
發(fā)布時(shí)間:2017-12-30 點(diǎn)擊次數(shù):640
-
智能工廠導(dǎo)入自動(dòng)化技術(shù)行業(yè)已久�����,近年卻又興起智能工廠的概念,究竟智能工廠與自動(dòng)化的關(guān)聯(lián)如何?智能工廠的應(yīng)用價(jià)值又在哪里����? 智能工廠的階層可以分為三個(gè)層次,第一層是以自動(dòng)化及控制為主的設(shè)
發(fā)布時(shí)間:2018-03-20 點(diǎn)擊次數(shù):561
-
二十一世紀(jì)機(jī)械制造業(yè)的競(jìng)爭(zhēng)�����,其實(shí)質(zhì)是數(shù)控技術(shù)的競(jìng)爭(zhēng)��。一���、數(shù)控人才市場(chǎng)需求 在發(fā)達(dá)國(guó)家中,數(shù)控機(jī)床已經(jīng)大量普遍使用�����。我國(guó)制造業(yè)與先進(jìn)工業(yè)國(guó)家相比存在著很大的差距����,機(jī)床數(shù)控化率還不到2%對(duì)于目前我國(guó)現(xiàn)有的有限數(shù)量的數(shù)控機(jī)床(大部
發(fā)布時(shí)間:2018-02-26 點(diǎn)擊次數(shù):786
-
近兩年,頻繁誕生機(jī)器人企業(yè)���,相關(guān)制造企業(yè)總數(shù)從兩年前200余家猛增至目前的近千家�,這些企業(yè)是否都能達(dá)到真正的技術(shù)要求���,我們不得而知�。作為工業(yè)4.0及我國(guó)完成制造強(qiáng)國(guó)之夢(mèng)的基礎(chǔ)����,自動(dòng)化已然成為目前中國(guó)工業(yè)的投資熱點(diǎn)
發(fā)布時(shí)間:2018-02-07 點(diǎn)擊次數(shù):526
-
廢切削液處理的方法,一般有三種,包括:蒸發(fā)法���、薄膜分離法和化學(xué)法�����。這三種方法同樣適用于對(duì)于:乳化切削液��、半合成切削液����、全合成切削液的廢液處理�����。它們各有其優(yōu)缺點(diǎn):第一
發(fā)布時(shí)間:2018-03-20 點(diǎn)擊次數(shù):344
-
數(shù)控機(jī)床加工零件的過(guò)程中���,引起加工誤差的原因有很多方面��。如機(jī)床零部件由于強(qiáng)度�、剛度不夠引起而產(chǎn)生的變形�,從而造成的誤差;還有因傳動(dòng)件的慣性�、電氣線路的時(shí)間滯后等原因帶來(lái)的加工偏差等��。有些誤差通過(guò)調(diào)整機(jī)床可以消除�,但有些無(wú)法消除��,這就需要我們
發(fā)布時(shí)間:2016-04-30 點(diǎn)擊次數(shù):838
-
數(shù)控機(jī)床零件加工是建立在機(jī)床零點(diǎn)之上的���,是機(jī)床坐標(biāo)系的零點(diǎn)����,是由機(jī)床廠家事先確定的�。但這僅僅是機(jī)械意義上的����,計(jì)算機(jī)數(shù)控系統(tǒng)還是不能識(shí)別,即數(shù)控系統(tǒng)并不知道以哪一點(diǎn)作為基準(zhǔn)對(duì)機(jī)床工作臺(tái)的位置進(jìn)行跟蹤��、顯示等��。為了讓系統(tǒng)識(shí)別機(jī)床原點(diǎn)�����,以建立機(jī)床
發(fā)布時(shí)間:2016-09-16 點(diǎn)擊次數(shù):690
-
龍門(mén)銑床是機(jī)械加工中具有門(mén)式框架結(jié)構(gòu)和臥式長(zhǎng)床身結(jié)構(gòu)以及數(shù)控電路控制系統(tǒng)的銑床�����。在使用中需要注意一下幾點(diǎn):1.銑切各種工件,特別是粗銑時(shí)�����,開(kāi)始應(yīng)進(jìn)行緩慢切削�。2.在切削中,不準(zhǔn)變速和調(diào)整刀具����,禁止用手摸或測(cè)量工件?! ?.銑削過(guò)程中,
發(fā)布時(shí)間:2016-06-14 點(diǎn)擊次數(shù):888
-
數(shù)控銑床是按照手動(dòng)輸人數(shù)據(jù)(MDI)方式提供的指令進(jìn)行工作的��。由機(jī)床床身��、導(dǎo)軌�����、工作臺(tái)��、刀架和主軸箱的兒何精度與變形所產(chǎn)生的定位誤差取決于它們的結(jié)構(gòu)剛度����,而且這些誤差在加工過(guò)程中不能進(jìn)行人為的調(diào)整與補(bǔ)償���。因此,必須把移動(dòng)部件的質(zhì)量和切削力引
發(fā)布時(shí)間:2016-05-24 點(diǎn)擊次數(shù):672
-
軸承磨床的步進(jìn)電機(jī)及其控制系統(tǒng)被廣泛應(yīng)用��,但是兩軸以上的步進(jìn)電機(jī)系統(tǒng)���,臥式加工中心廠家經(jīng)常出現(xiàn)諸如兩個(gè)系統(tǒng)不同步��,尺寸散差不穩(wěn)定等故障�����。一、故障現(xiàn)象:工作臺(tái)累計(jì)重復(fù)定位誤差在20次已經(jīng)達(dá)到0.003��,說(shuō)明不只僅是步進(jìn)
發(fā)布時(shí)間:2017-09-07 點(diǎn)擊次數(shù):899
-
數(shù)控機(jī)床結(jié)構(gòu)復(fù)雜��,可能引起故障的原因有很多���,但其基本原理都是相同的����,所以技術(shù)人員應(yīng)該充分了解其原理,定期對(duì)設(shè)備進(jìn)行檢查�,在檢測(cè)時(shí)����,要進(jìn)行綜合性檢測(cè)分析,按照嚴(yán)格的操作標(biāo)準(zhǔn)要求檢查處理故障��,找出故障原因�,根據(jù)實(shí)踐生產(chǎn)情況,分析具體情況��,針對(duì)性
發(fā)布時(shí)間:2017-12-14 點(diǎn)擊次數(shù):677
-
1���、工件尺寸準(zhǔn)確��,表面光潔度差 故障原因:刀具刀尖受損����,不鋒利����;機(jī)床產(chǎn)生共振,放置不平穩(wěn)��;機(jī)床有爬行現(xiàn)象��;加工工藝不好�����?��! 〗鉀Q方案:刀具磨損或受損后不鋒利,則重新磨刀或選擇更好的刀具重新對(duì)刀;機(jī)床產(chǎn)生共振或放置不平穩(wěn)����,調(diào)整水
發(fā)布時(shí)間:2017-11-07 點(diǎn)擊次數(shù):526
-
加工精度是加工后零件表面的實(shí)際尺寸、形狀���、位置三種幾何參數(shù)與圖紙要求的理想幾何參數(shù)的符合程度�。理想的幾何參數(shù),對(duì)尺寸而言���,就是平均尺寸一����、簡(jiǎn)介 加工精度主要
發(fā)布時(shí)間:2016-07-28 點(diǎn)擊次數(shù):171
-
首先在以動(dòng)力電路或控制電路為構(gòu)成要素的各種機(jī)床電氣回路�,動(dòng)力電路和控制電路主要為兩種功能的電氣回路提供保護(hù),即為臥式加工中心廠家配電傳輸電能的電氣回路和為實(shí)現(xiàn)功能通斷���、急?�?刂频碾姎饣芈?����。在電氣回路保護(hù)過(guò)程中�,如果發(fā)生過(guò)載或過(guò)流狀況���,保
發(fā)布時(shí)間:2017-09-02 點(diǎn)擊次數(shù):964
-
四��、影響原因 1��、加工原理誤差 加工原理誤差是指采用了近似的刀刃輪廓或近似的傳動(dòng)關(guān)系進(jìn)行加工而產(chǎn)生的誤差�。加工原理誤差多出現(xiàn)于螺紋、齒輪���、復(fù)雜曲面加工中����?! ±纾庸u開(kāi)線齒輪用的齒輪滾刀����,為使?jié)L刀制造方便,采用了阿基米德基本蝸桿或法
發(fā)布時(shí)間:2016-07-29 點(diǎn)擊次數(shù):684
-
人類(lèi)手臂的作用是將手移動(dòng)到不同的位置完成不同的動(dòng)作需求�,類(lèi)似地機(jī)器臂的作用則是通過(guò)移動(dòng)末端執(zhí)行器來(lái)實(shí)現(xiàn)計(jì)算機(jī)系統(tǒng)指令?���?梢栽跈C(jī)器臂上安裝適用于特定應(yīng)用場(chǎng)景的各種末端執(zhí)行器,較常見(jiàn)的末端執(zhí)行器能抓握并移動(dòng)不同的物品��,它就像人手的簡(jiǎn)化版本�。&n
發(fā)布時(shí)間:2016-12-15 點(diǎn)擊次數(shù):641
-
本文就數(shù)控機(jī)床發(fā)生故障后的一些操作步驟和維修方法的操作規(guī)范做一個(gè)闡述,龍門(mén)加工中心報(bào)價(jià)通過(guò)闡述了數(shù)控機(jī)床的維修方法的操作規(guī)范�����,使其具有可利用性���、可持續(xù)發(fā)展性����,為規(guī)范數(shù)控維修行業(yè)奠定良好的基礎(chǔ)�。數(shù)控機(jī)床
發(fā)布時(shí)間:2017-12-14 點(diǎn)擊次數(shù):163
-
不同的加工中心系統(tǒng),會(huì)有不同的返回參考點(diǎn)的動(dòng)作細(xì)節(jié)�,但一般來(lái)說(shuō),都是先通過(guò)減速行程開(kāi)關(guān)粗定位�����,然后再由編碼器零位脈沖或精定位開(kāi)關(guān)精定位兩個(gè)步驟�����。根據(jù)回參考點(diǎn)的動(dòng)作步驟不同��,可分為三種回參考點(diǎn)方式:(1)軸向預(yù)定點(diǎn)方向快速運(yùn)動(dòng)�,擋
發(fā)布時(shí)間:2016-11-19 點(diǎn)擊次數(shù):771
-
給大家提供有價(jià)值的好東西��,希望大家能夠喜歡��! 一����、引言 在數(shù)控銑床切削加工過(guò)程中���,造成加工誤差的原因很多�����,刀具徑向跳動(dòng)帶來(lái)的誤差是其中的一個(gè)重要因素�,它直接影響機(jī)床在理想加工條件下所能達(dá)到的較小形狀誤差和被加工表面的幾何形狀精度����。在實(shí)際
發(fā)布時(shí)間:2019-05-10 點(diǎn)擊次數(shù):327
-
電路圖一般由主電路、控制電珞��、保護(hù)���、配電�����、照明電路等幾部分組成��。閱讀方法如下:1.閱讀主電路時(shí)�����,應(yīng)首先了解主電路中有哪些用電設(shè)備���,臥式加工中心廠家各起什么作用,受哪些電器的控制���,工作過(guò)程及工作特點(diǎn)是什么(如電動(dòng)機(jī)的起動(dòng)��、制動(dòng)�、調(diào)速方式等)�。
發(fā)布時(shí)間:2017-04-04 點(diǎn)擊次數(shù):866
-
加工中心工件裝夾的確定方案步驟如下:1、確定零件在機(jī)床工作臺(tái)上的較佳位置在臥式加工中心上加工零件時(shí)�����,工作臺(tái)要帶著工件旋轉(zhuǎn)���,進(jìn)行多工
發(fā)布時(shí)間:2017-10-04 點(diǎn)擊次數(shù):197
-
數(shù)控機(jī)床回不了參考零點(diǎn)的故障常見(jiàn)一般有以下幾種情況:一是零點(diǎn)開(kāi)關(guān)出現(xiàn)問(wèn)題�����;二是編碼器出現(xiàn)問(wèn)題��;三是系統(tǒng)測(cè)量板出現(xiàn)問(wèn)題�����;四是零點(diǎn)開(kāi)關(guān)與硬(軟)限位置太近�����;五是系統(tǒng)參數(shù)丟失等等���。1.找不到參考點(diǎn)(通常會(huì)導(dǎo)致機(jī)床超程報(bào)警)的故障診斷及修理方法表現(xiàn)
發(fā)布時(shí)間:2016-08-04 點(diǎn)擊次數(shù):821

")
加工中心報(bào)價(jià)")